Com a máquina de extrusão contínua de cobre como o núcleo, a linha de produção pode ser equipada com a unidade de endireitamento, cortador, sistema de arrefecimento e prevenção de oxidação, medidor de corte, máquina de rolamento, desenrolador de fio bem como outros equipamentos auxiliares. Seu controlo lógico é o PLC e a máquina principal é manipulada através da tela de toque. Isso faz com que o funcionamento seja estável e altamente eficaz em toda a linha de produção. Além disso, todos os tipos de parâmetros técnicos podem ser apresentados automaticamente, assim como as falhas podem ser automaticamente alarmadas e apresentadas.
Apresentação de algumas partes da linha de extrusão contínua
A capacidade de carga do suporte de desenrolamento é de 2 toneladas. O carretel rotativo pode directamente desenrolar fios que por sua vez devem ser protegidos de entrelaçamento..
2. Unidade de endireitamento
A unidade de endireitamento é designada com uma construção de rolos. A haste de cobre dobrada é esticada e processada pelos conjuntos de rolos horizontais e verticais de alisamento. O piso da roda de cada conjunto de rolos pode ser ajustado para se adaptar aos diferentes diâmetros do fio e para alcançar efeitos desejáveis de alisamento..
3. Máquina de extrusão contínua
TA máquina de extrusão contínua é composta por um sistema de condução principal, sistema de condução auxiliar e sistema de controlo. O sistema de acionamento principal é a estrutura de eixo de pré-aperto hidráulico. O motor DC acciona o eixo para girar com a ajuda de redutor de engrenagem planetário. Assim, a dinâmica de acionamento de moldagem por extrusão é conduzida
O sistema auxiliar engloba sistema de refrigeração e lubrificação hidráulica. É responsável por várias operações auxiliares assim como garantia de funcionamento do sistema de accionamento principal. O sistema de controlo faz uso de tecnologia de controlo de velocidade D C com a velocidade de rotação de extrusão de até 11.5RPM.
A operação, condições de funcionamento e parâmetros tecnológicos do equipamento podem ser ajustados e controlados através de consola geral e caixa de controlo do braço oscilante. O molde é instalado em cavidade. O freio geral pode ser fechado ou aberto para troca conveniente de peças sobressalentes e ferramentas, impulsionado pelo cilindro hidráulico
4. Sistema de arrefecimento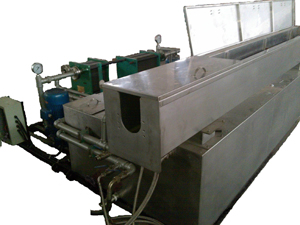
A linha de produção utiliza o método de auto circulação de água de arrefecimento forçado. A água é fornecida com a bomba de vários estágios. Há um permutador de calor e da temperatura da água de arrefecimento de auto circulação que está sob o controle de água de arrefecimento que circula a nível externo. O sistema de resfriamento inclui o tipo de ferramentas e tipo de produtos. O primeiro é utilizado para arrefecer roda da cavidade do molde, e extrusão. Deste modo, a extrusora principal pode ser eficazmente arrefecida. Protegido pelo tubo de proteção contra a oxidação, o produto extrudido com alta temperatura é transportado para o tanque de arrefecimento para o arrefecimento rápido à temperatura normal. Em seguida, o produto de extrusão deve ser secado.
5. Dispositivo medidor
 O dispositivo medidor eletrónico adotado é composto principalmente de roda de medidor e gerador de sinal de pulso. É usado para a análise e exibição do comprimento do produto. Este dispositivo pode ser configurado com a função de alarme de comprimento.
O dispositivo medidor eletrónico adotado é composto principalmente de roda de medidor e gerador de sinal de pulso. É usado para a análise e exibição do comprimento do produto. Este dispositivo pode ser configurado com a função de alarme de comprimento.
6. Máquina de enrolamento e desenrolamento:
 A máquina de enrolamento tipo trilho de fundamento ventila os fios com a tensão constante. O diâmetro da bobina de enrolamento é de 630mm a 800mm. Com o motor DC e sistema de controlo de conversão com frequência AC, o dispositivo de enrolamento principal faz mover todo carretel de fio a uma velocidade constante para os lados esquerdo e direito, de acordo com a largura do produto. O passo de desenrolamento é manipulado pelo gerador de tacómetro.
A máquina de enrolamento tipo trilho de fundamento ventila os fios com a tensão constante. O diâmetro da bobina de enrolamento é de 630mm a 800mm. Com o motor DC e sistema de controlo de conversão com frequência AC, o dispositivo de enrolamento principal faz mover todo carretel de fio a uma velocidade constante para os lados esquerdo e direito, de acordo com a largura do produto. O passo de desenrolamento é manipulado pelo gerador de tacómetro.
630mm-800mm
630mm~800mm Máquina de desenrolamento e enrolamento do trilho de fundamento
7. Sistema hidráulico e de lubrificação
O sistema hidráulico faz uso de componentes hidráulicos da série Huade altamente confiável. Ele é composto por grupo de moto bomba, unidade de controlo de pressão, unidade usada para controlar a abertura e o encerramento de sapata, unidade de controlo de compressão da sapata, permutador de calor, filtro de óleo, etc.
O grupo de moto bomba fornece fonte de óleo hidráulico. A unidade de controlo de pressão é usada para ajuste e controlo de pressão de trabalho. A unidade de controlo de abertura e encerramento da sapata é responsável por mover a sapata no interior ou no exterior do molde, de modo a mudar o molde. A unidade de controlo de compressão da sapata é utilizada para bloquear a posição de trabalho da sapata. A temperatura do óleo é controlada pelo trocador de calor.
O sistema de lubrificação inclui duas partes. Uma é chamada de sistema de lubrificação do fuso utilizado para rolamento do eixo principal da máquina e a outro é chamada de sistema de lubrificação de redutor utilizado para lubrificação de redutor. Usa-se o método de lubrificação de auto circulação forçada. O óleo é fornecido pela bomba de engrenagem e o permutador de calor é usado. O óleo de lubrificação é controlado pela água de arrefecimento de circulação externa.
 |
 |
| Sistema de pressão ultra-alta (para a porca de travamento hidráulico) | Sistema de pressão ultra-alta (para a porca de travamento hidráulico) |
8. Sistema de controlo elétrico
 |
 |
| Cabine de controlo elétrico | Consola da operação |
 English
English Русский
Русский


